10月19日至20日,第二屆新能源汽車底盤創新技術論壇暨輕量化與先進制造技術研討會在上海成功舉辦。一汽、上汽、北汽、比亞迪等汽車品牌代表以及汽車底盤件設計制造的材料、工藝、模具、裝備等相關企業代表參加了本次會議。

作為本次研討會唯一一家流體壓力成形技術及裝備研發企業,我司總工程李經明在會上做了《流體壓力成形模具、工藝及使用案例》主題演講。演講中李總重點介紹了我司內高壓成形裝備的優勢以及目前在汽車底盤件成形上的具體應用。

我司總工程師李經明在會議上作主題演講
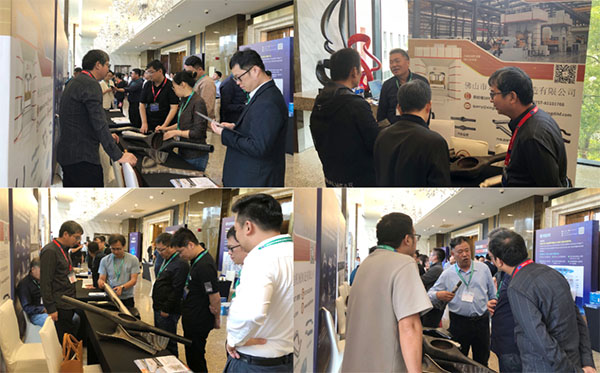
嘉賓咨詢了解我司內高壓成形工藝
汽車底盤件是汽車核心部分之一,它由傳動、驅動、制動、轉向等多個系統組成,比如傳動軸、萬向節、車架、車橋等。
近年來,已經形成買方市場的汽車行業競爭日益激烈,需求端對于汽車的品質追求全維度提升,供應端對于降本提效的要求日益強烈,同時汽車行業也在積極響應國家節能減碳的戰略部署,因此汽車零部件逐步、全面走向輕量化。這一趨勢,對汽車底盤件及其他零部件的制造工藝提出了新的、更高的要求。而內高壓成形工藝,無疑是突破這一難題的有力答案。
從工藝上看,用內高壓成形的完整路線為:管坯下料-預彎-預成形-退火-高壓終成形。其中,內高壓成形是核心技術。
內高壓成形技術是用管材作為坯料,通過對管腔內施加液體壓力及在軸向施加負荷作用,使其在給定模具型腔內發生塑性變形,管壁與模具內表面貼合,從而得到所需形狀零件的成形技術。尤其適用于各種截面復雜的異形管材管件的成形。
他相對于傳統的壓鑄、沖壓、焊接等工藝,可減少產品的質量(框、梁類可減輕20%-40%,空心軸可減輕40%-50%),提高材料利用率(利用率可達90%-95%),減少產品的加工工序,提高產品的強度和剛度,尤其是疲勞強度(產品壽命更長)。此外還能降低生產成本,內高壓成形件比沖壓件可降低成本15%~20%,模具費用降低20%~30%。
提高汽車零部件的強度、剛度,改善車輛運行的穩定性、安全性,這些優勢都高度契合了汽車底盤件等零部件輕量化的需求,給相關汽車零部件制造企業提供了品質更優、工序更少、成本更低的工藝選擇。國外很多汽車品牌如通用、奧迪、奔馳、大眾、沃爾沃、戴姆勒-克萊斯勒都采用了內高壓成形工藝。

上圖是我司研發的3500噸內高壓成形設備,搭載了我司自主開發的嵌入式軟件平臺,針對不同材料的成形要求配適不同成形模式及算法;具有數據自動采集,壓力溫度自動補償,位移精度自動比對校正功能;帶反饋及自動增益控制,工作精度高;主要配件均是進口名牌產品,維修率低、使用壽命長;主缸和增壓缸都設有極限開關,并配有安全光電保護器裝置、電機電路保護,安全系數高。
我司自成立以來一直堅持內高壓成形技術的研發,2009年在汽車行業完成第一臺內高壓成形設備的交付,成為國內第一家向市場提供智能內高壓成形設備的企業。2010年,我司開始組建超高壓液力成形技術團隊,在總工程師李經明帶領下,已經成功掌握合模力達10000噸、成形壓力達500MPa的設備制造技術和成形工藝。截至目前已向多個領域的客戶提供了數十臺各種規格的內高壓成形設備,在大型智能內高壓設備的設計研制方面不斷突破創新。
下圖是我司采用內高壓成形技術為某汽車品牌研發的汽車后橋。兩端等壁厚,中間脹形處壁厚變厚。

左邊為完整的后橋,右邊是截面
除車橋外,我司研發生產的內高壓成形設備也成熟應用在汽車橫梁、縱臂、副車架等其他汽車底盤件的制造上??蛻粼谝M內高壓成形生產工藝后,也都切身體驗到其優勢顯著:相對于傳統的沖壓加焊接的模式,內高壓成形工藝可以一體成形,大大減少了工序節省了成本,產品的壽命也有明顯提升。所以,近年來國內越來越多的汽車品牌開始采用內高壓成形工藝來生產底盤件。

汽車梁內高壓成形現場

采用內高壓成形技術的其他汽車底盤件
事實上,除了汽車底盤件外,汽車其他管類零部件也可以采用內高壓成形技術,而且在實際應用中也已經有成熟應用。比如發動機支架,中冷管、排氣管、支架管等等。同樣,新能源汽車的相關零部件制造也可以采用內高壓成形工藝來完成。

其他采用內高壓成形技術的汽車管件

汽車排氣管內高壓成形

汽車支架管內高壓成形
所以,在汽車輕量化進程中,內高壓成形工藝和裝備將發揮不可忽視的重要推動作用。
此外,我司在內高壓成形技術領域深耕多年,積累了豐富的研發和生產經驗。尤其是近幾年,針對內高壓成形工藝在汽車零部件方向的應用進行了系列深度開發和實踐,并形成技術體系,已經為多家國內汽車零部件制造企業提供了先進、可靠的內高壓成形設備和產品方案。
我們堅信,順應時代和市場要求的內高壓成形技術,必將極速裂變,在汽車輕量化過程中大有可為!